





日本酒は米・水・米麹から作られるお酒です。この3つの原材料から、どのように日本酒が造られているのか、一つ一つの工程にスポットをあてて紹介していきます。第八回目は、上槽・貯蔵後の、飲み頃を迎えたお酒の香味をさらに整える「調合精製」についてです。瓶詰め直前の、酒造りの最終工程です。
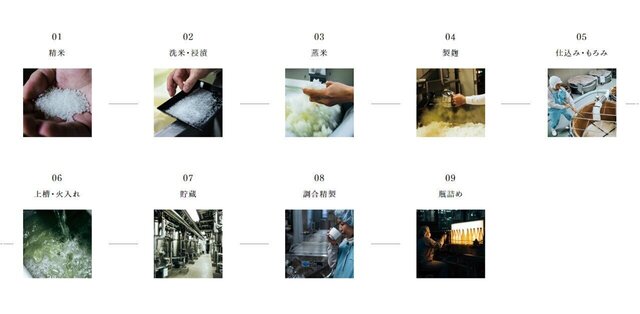
まずは日本酒ができるまでを簡単に紹介します。
酒造りは、原料となる玄米を精米し、白米にすることから始まります。その後、白米を洗い(洗米)、水に浸け(浸漬)、蒸す作業(蒸米)が行われます。蒸した米の2割ほどが、麹造り(製麹)に用いられます。
麹が完成すると、次の作業である仕込みに移ります。タンクに蒸米と麹と水を入れ、酵母を増やしていく、重要な作業です。仕込んだ後は、約一カ月間かけてじっくり発酵させていきます。
発酵を終えたらもろみを搾り、原酒と酒粕に分け(上槽)、大半の日本酒は火入れを行い貯蔵します。数カ月から数年間貯蔵した後、香味を整え、瓶詰めをしてついに完成です。
それでは本題の「調合精製」の話に移りましょう。
日本酒はもろみを搾った後、飲み頃の味わいまで熟成させるために、一定期間タンクで貯蔵しています。
朝日酒造には、もみじ蔵・ほたる蔵・いなほ蔵と3つの貯蔵棟があり、合計約400本の貯蔵タンクがあります。貯蔵後は、すべてのお酒が移送管を通って貯蔵棟から調合棟に送られ、それぞれの酒質に合わせて「調合精製」をしています。
「調合精製」とは、ブレンドや濾過、加水によるアルコール調整を行うことで、各銘柄が目指している酒質に仕上げる工程です。これから製品となるお酒の味わいを決める、最終砦となるところです。
朝日酒造の調合棟には、100Lほどの小さなタンクから、6万Lの大きなタンクまで様々な容量のタンクがあり、その時々に合ったものを使用しています。


お酒の移送は二人一組になって行います。貯蔵棟から酒を移送する直前まで、払い出す量に間違いがないか、入れるタンクに間違いはないか、貯蔵棟の担当者と綿密にコミュニケーションをとり、お酒を引き出していきます。二人三脚の移送作業です。
調合棟まで無事にお酒が届き、調合精製の要である「ブレンド」が始まりました。それぞれの銘柄が目指す酒質に、製品としてブレのない安定した味わいに仕上げていきます。

調合後は、「濾過」を行います。お酒の透明感、香り、味等の品質を五感で確認してから、作業に入ります。

濾過後は、タンクの吞み口にホースを取り付け、移送管に繋ぎ、次の工程を担う瓶詰め工場までお酒を移送します。

~加水~
調合精製の最終工程「加水」。それぞれの銘柄が目指すアルコール度数になるまで、水を入れて調整します。


「唎き猪口」と呼ばれる、底に青い蛇の目が描かれた専用のお猪口を使用。まずは、その蛇の目でお酒の透明具合や色味を確認した後、お猪口を鼻に近づけ香りを感じます。
そして口に含み、お酒を空気と絡ませて舌の上で転がし、味を確認。この時、鼻から抜ける香りも確かめます。
お酒をはきだした後は、口の中の余韻も感じます。
調合精製は、五感評価による「唎き酒」を常に行いながらの作業を行っています。

(調合精製担当・反町)
女性がきらりと輝く「調合精製」の現場をお届けしました。
これまでシリーズで紹介してきた「日本酒の造り方」は、次回で集大成を迎えます。最終回は、お酒の出荷直前の瓶に詰める工程「ボトリング」についてです。
日本酒の造り方を解説!“米を磨く”工程「精米」 – KUBOTAYA

日本酒の造り方を解説!数秒単位の管理が要の工程「洗米・浸漬」 – KUBOTAYA

日本酒の造り方を解説!米は“炊く”ではない?外硬内軟を目指した「蒸米」 – KUBOTAYA

日本酒の造り方を解説!酒質の決め手となる“麹”造りの工程「製麹」 – KUBOTAYA

日本酒の造り方を解説!開放発酵でも負けない、酛(酒母)ともろみの「仕込み」 – KUBOTAYA

日本酒の造り方を解説!もろみを搾る「上槽」と貯蔵前の「火入れ」工程 – KUBOTAYA





