




日本酒は米・水・米麹から作られるお酒です。この3つの原材料から、どのように日本酒が造られているのか、一つ一つの工程にスポットをあてて紹介していきます。最終回は、お酒の出荷直前の瓶詰め工程についてです。
まずは日本酒ができるまでを簡単に紹介します。
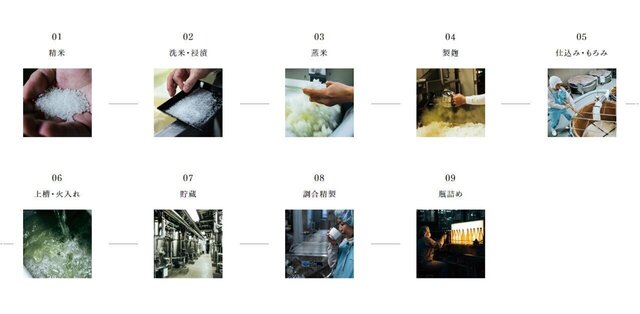
酒造りは、原料となる玄米を精米し、白米にすることから始まります。その後、白米を洗い(洗米)、水に浸け(浸漬)、蒸す作業(蒸米)が行われます。蒸した米の2割ほどが、麹造り(製麹)に用いられます。
麹が完成すると、次の作業である仕込みに移ります。タンクに蒸米と麹と水を入れ、酵母を増やしていく、重要な作業です。仕込んだ後は、約一カ月間かけてじっくり発酵させていきます。
発酵を終えたらもろみを搾り、原酒と酒粕に分け(上槽)、大半の日本酒は火入れを行い貯蔵します。数カ月から数年間貯蔵した後、香味を整え、瓶詰めをしてついに完成です。
それでは本題の、瓶詰め工程「ボトリング」の話に移りましょう。
蔵で造ったお酒は、調合棟で香味を整えた後、製品工場で瓶詰めを行っています。繁忙期は、一日最大で約63,500Lものお酒を詰めています。
一言に“瓶詰め”と言っても、工程はこれだけではありません。洗瓶・火入れ・充填(瓶詰め)・冷却・ラベル貼り・箱詰め…と複数の工程を踏んでいるのです。

安心安全なお酒を届けるため、資材の検査も徹底。検査機により瓶の口と底に異常がないか検査もしています。

お酒は殺菌のために加温してから、瓶詰めを行います。
ガラスに覆われた衛生的なエリア で、フィラーと呼ばれる円柱状の機械で充填していきます。
「おおきなメリーゴーランドみたい!」
と工場見学に来たお子様が言っていたように、フィラーがくるくると回りながらお酒を瓶に詰めていきます。一時間に一升瓶約4,000本の瓶詰めが可能です。
工場内には4台のフィラーがありますが 、朝日酒造の日本酒は80種以上 、さらに様々な容量があります。それぞれの瓶の形状や容量に合わせて、フィラーの細かな部品を取り換えることで、全種に適応させています。

無事に瓶詰めを終えたお酒は、品質維持のため冷却しています。




この後、皆様のもとに向けて出荷が始まります。

現在のような体制ができるまでには、これまでに様々な挑戦や苦労がありました。
特に大変であったと伝えられているのが、和紙のラベル貼り。1985年の「久保田」発売当時は、和紙ラベルを貼れる機械が世になく、一本ずつ手貼りをしていました。詰める前にお酒を加熱しているため瓶が非常に熱く、やけどすることもあったそうです。機械化に向け、試行・改良が重ねられ、一年の時を経てついに機械での作業が開始しました。
先人たちの努力があり、現在のような安全・安定かつ大量の製品化ができるようになったのです。
「安全安心なお酒を、美味しいと笑顔になっていただけるお酒を、皆様に届けたい」
変わらぬ想いとともに、今日も、そしてこれからも酒造りに励んでいきます。
日本酒の造り方を解説!“米を磨く”工程「精米」 – KUBOTAYA

日本酒の造り方を解説!数秒単位の管理が要の工程「洗米・浸漬」 – KUBOTAYA

日本酒の造り方を解説!米は“炊く”ではない?外硬内軟を目指した「蒸米」 – KUBOTAYA

日本酒の造り方を解説!酒質の決め手となる“麹”造りの工程「製麹」 – KUBOTAYA

日本酒の造り方を解説!開放発酵でも負けない、酛(酒母)ともろみの「仕込み」 – KUBOTAYA

日本酒の造り方を解説!もろみを搾る「上槽」と貯蔵前の「火入れ」工程 – KUBOTAYA

日本酒の造り方を解説!蔵から引き継いだお酒を“磨き上げる”工程「調合精製」 – KUBOTAYA





